ЮоЮ§ДѓПЦЛњаЕПЦММгаЯоЙЋЫО
СЊЯЕШЫЃКЭѕдО
ЪжЛњЃК13706181572
ЕчЛАЃК13706181572
ДЋецЃК0510-88276022
гЪЯфЃКwys004@126.com
ЭјжЗЃКwww.wuxidk.com
ЕижЗЃКЮоЮ§ЪааТЮтЧјЮ§ЯЭТЗ86-1КХааТЙЄвЕдА
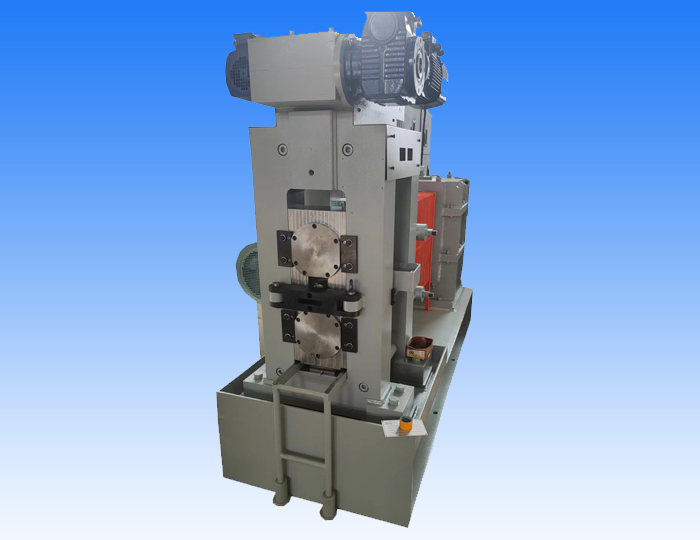
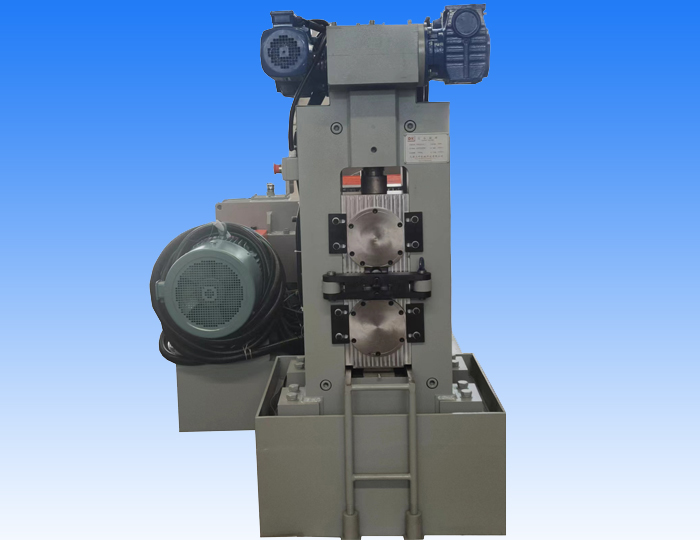
РфдўЛњдўжЦЙ§ГЬжаЕФОпЬхБэЯж
ЗЂВМЪБМфЃК2023-05-09
РфдўЛњдўжЦЙ§ГЬжаЃЌДјХїдкРфШДЧјКЭдўжЦЧјФкЮЊвКЬЌЃЌдўЙѕВЛГаЪмдўжЦСІЃЌНјШыдўЧјКѓЃЌдўЙѕЪмСІКѓПЊЪМБфаЮЁЃжЛвЊФмПижЦдўжЦЧјГЄЖШЃЌМДПЩПижЦдўжЦСІЃЌПижЦдўЙѕБфаЮГЬЖШЃЌДгЖјгааЇЕФПижЦАхХїЕФКсЯђКёВюЁЃ
РфдўЛњЕФдўжЦСІЪЧгадўжЦВФСЯКёЖШВЈЖЏЁЂдўМўадФмВЈЖЏЁЂдўжЦЫйЖШБфЛЏЁЂШѓЛЌЬѕМўИФБфвдМАеХСІВЈЖЏОіЖЈЃЌШБвЛВЛПЩЁЃЕБдўЛњЕФдўжЦСІдіДѓЪБЃЌдўАхЖдгкдўЙѕЕФЗДзїгУСІвВдіДѓЁЃЦфНсЙћБэЯждкШ§ДѓВЛЭЌЕФЗНУцЃЌвЛЪЧЛњМмЕФЕЏадБфаЮдіДѓЃЛЖўЪЧдўЙѕЗЂЩњЕЏадБфаЮЃЛШ§ЪЧв§Ц№дўЙѕЕФФгЖШдіДѓЁЃ
етМИжжвђЫизлКЯЃЌдіДѓдўАхЕФЭЙЖШЃЌЕЋвђЙѕЗьВЛБфЃЌИФБфж§дўЧјВЛФмИФБфСНЖЫбЙСІЃЌЙЪЭЌАхВюВЛБфЁЃЫљвдЗВЪЙдўжЦСІдіДѓЕФвђЫиЖМЪЙжаЭЙЖШгаЫљдіДѓЁЃРфдўЛњдкдўжЦВФСЯЩЯЃЌЪЧгаОпЬхвЊЧѓЕФЃЌвђЮЊЦфвЛАуЪЧЖд2ЁЊ5mmКёЕФШШдўАхОэНјаадўжЦЃЌЪЙЦфКёЖШБфГЩ0.3ЁЊ2mmЁЃдкВФСЯПэЖШЩЯЃЌвВЪЧгаЖдгІЗЖЮЇЕФЃЌЖјВЛЪЧЫЕЫљгаПэЖШЕФВФСЯЖМПЩвдЃЌОпЬхЗЖЮЇЮЊ800ЁЊ1500mmЁЃ
ЮЊСЫЗРжЙдўжЦгЭНјШыРфдўЛњЃЌвЛЗНУцПЩвддіМгЗРНІАхЃЌвдЗРдўжЦгЭдкЙѕОБДІЗЩНІЃЌЭЌЪБЧхРэжЇГаЙѕЃЛСэвЛЗНУцПЩвддіМгДЕЩЈзАжУЃЌжївЊДЕЩЈАхУцБпВПЃЌКЯРэЕїНкЦјСПЃЌДяЕНПижЦЃЛЛђепЪЧдіМгЕВгЭСБКЭецПеГщЮќзАжУЃЌЕВгЭСБЗРжЙдўжЦгЭЭЈЙ§ЙѕЗьНјШыЃЌецПеГщЮќНЋАхЯТУцЕФгЭЮэГщзпЃЌДгЖјДѓДѓМѕЩйАхБэУцЕФВагЭСПЁЃ
ЁЁЁЁ